WIG(TIG)-Brenner
Was ist WIG ? hier ist die Antwort ... |
|||||||||
|
Alle WIG-Schlauchpakete mit verschiedenen Kundenanforderungen werden in Eigenfertigung erstellt. Dutzende verschiedene Brennerkörper, alle auf dem Markt befindlichen Maschinenanschlüsse und eine Vielzahl von unterschiedlichsten Griffformen mit und ohne Poti, und/oder up/down Regelung können in der Werkstatt gefertigt werden. Sie bestimmen den Brennerkörper, die Länge des Schlauchpketes (4mtr., 8mtr., 12mtr., 16mtr. oder 20mtr.) und die Flexibilität des Schlauchpaketes. Wir erstellen Ihnen ein Angebot und auf Wunsch fertigen wir in kürzester Zeit. In der Produktion werden nur die hochwertigsten und flexibelsten Materialen vom Europäischen Markt verwendet. Wir sparen auch nicht an der Kupferlitze, sondern nehmen immer einen überdurchschnittlichen, gut bemessenen Querschnitt! Neben den "SR" Brennerkörpern als Standard Brenner bieten wir auch Brennerkörper der renomierten Marken von Weldcraft, TW, TEC, Fronius, I-Head und Speedway an. Selbstverständlich sind bei Schweisstechnik Urban auch alle Verschleiß- und Ersatzteile erhältlich. Nachfolgend finden Sie Detailinformationen über die gängigsten Typen:
|
 |
||||||||
|
 |
||||||||
|
|||||||||
TIG 18 |
|||||||||
TIG 20 |
 |
||||||||
|
|||||||||
|
Wir haben noch weitere Brenner im Sortiment, Fragen Sie an! |
|||||||||





Wolfram-Inertgasschweißen (WIG) 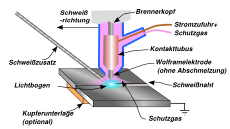 Das WIG-Schweißverfahren stammt aus den USA und wurde dort 1936 unter dem Namen Argonarc-Schweißen bekannt. Erst nach dem 2. Weltkrieg wurde es in Deutschland eingeführt. In den englischsprechenden Ländern heißt das Verfahren TIG nach dem englischen „Tungsten“ für Wolfram. Das Verfahren zeichnet sich gegenüber anderen Schmelzschweißverfahren durch eine Reihe von interessanten Vorteilen aus. Es ist z.B. universell anwendbar. Wenn ein metallischer Werkstoff überhaupt schmelzschweißgeeignet ist, dann lässt er sich mit diesem Verfahren fügen. Zum anderen ist es ein sehr „sauberes“ Verfahren, das kaum Spritzer und nur wenig Schadstoffe erzeugt und bei richtiger Anwendung eine qualitativ hochwertige Schweißverbindung gewährleistet. Ein besonderer Vorteil des WIG-Schweißens ist auch, dass hier gegenüber anderen Verfahren, die mit abschmelzender Elektrode arbeiten, die Zugabe von Schweißzusatz und die Stromstärke entkoppelt sind. Der Schweißer kann deshalb seinen Strom optimal auf die Schweißaufgabe abstimmen und nur so viel Schweißzusatz zugeben, wie gerade erforderlich ist. Dies macht das Verfahren besonders geeignet zum Schweißen von Wurzellagen und zum Schweißen in Zwangslagen. Die genannten Vorteile haben dazu geführt, dass das Verfahren sich besonders gut eignet für Schweißungen von Luft- und Raumfahrtgeräten, Bauteile der Kerntechnik sowie für den chemischen Anlagen- und Apparatebau. Die WIG-Schweißanlage besteht aus einer Stromquelle, die in den meisten Fällen auf Gleich- oder Wechselstromschweißen geschaltet werden kann, und einem Schweißbrenner, der mit der Stromquelle durch ein Schlauchpaket verbunden ist. Im Schlauchpaket befinden sich die Schweißstromleitung, die Schutzgaszuführung, die Steuerleitung und bei größeren Brennern der Zu- und Rücklauf des Kühlwassers. Es gibt zwei Arten, den Lichtbogen zu zünden, die Kontakt- und die Hochfrequenzzündung. Bei der Kontaktzündung (Streich- oder Anreißzündung) wird ähnlich dem Elektrodenschweißen die Wolframelektrode kurz auf das Werkstück getippt und somit ein Kurzschluss erzeugt. Nach dem Abheben der Elektrode vom Werkstück brennt der Lichtbogen zwischen Wolframelektrode und Werkstück. Ein großer Nachteil dieses Verfahrens ist, dass bei jedem Zünden etwas Material vom Werkstück an der Wolframelektrode hängenbleibt. Durch die hohen Temperaturen an der Spitze der Elektrode bildet sich eine „Wolfram-Werkstück-Legierung“ die bei diesen Temperaturen flüssig ist, wodurch die nadelscharfe Spitze anschmilzt. Dadurch sind feine Schweißnähte mit diesem Verfahren nur schwierig durchführbar. Bei der Hochfrequenzzündung wird mit Hilfe eines Hochfrequenzzünders, der eine extrem hohe Spannung auf die Wolframelektrode gibt, das Gas zwischen Elektrode und Werkstück ionisiert, wodurch der Lichtbogen gezündet wird. Der Hochfrequenzzünder hat eine ungefährliche Stromstärke. Als Schutzgas werden die inerten Gase Argon, Stickstoff und Helium oder ein Gemisch daraus verwendet. Weitere Gase wie Wasserstoff oder Kohlendioxid können ebenfalls zugesetzt sein. (Argon 4.6 = 99,996% Argon), (Argon 4.8 = 99,998% Argon), (Helargon = 10% Helium, 40% Argon, 50% Stickstoff) (Arcal10 = 10% Wasserstoff, 40% Argon, 50% Stickstoff). Bei der WIG-Schweißung unterscheidet man das Gleichstrom- und Wechselstromschweißen. Das Gleichstromschweißen wird vorwiegend zum Schweißen von legierten Stählen und NE-Metallen und deren Legierungen eingesetzt, wobei die Wolframelektrode auf dem Minuspol liegt. Das Wechselstromschweißen wird meist zum Schweißen von Leichtmetallen eingesetzt. In Sonderfällen werden Leichtmetalle auch mit Gleichstrom und mit einer positiven Elektrode geschweißt. Dabei werden Spezialschweißbrenner mit einer sehr dicken Wolframelektrode und als Schutzgas Helium verwendet. WIG-Impulsschweißen Eine Weiterentwicklung des WIG-Schweißens ist das Schweißen mit pulsierendem Strom. Dabei pulsiert der Schweißstrom zwischen einem Grund- und Impulsstrom mit variablen Frequenzen, Grund- und Impulsstromhöhen und Breiten. Die Pulsfrequenz, die Impulsbreite und die Impulshöhe sind getrennt voneinander einstellbar. Das WIG-Pulsen mit variablem Stromverlauf kann nur mit einer besonderen Schweißanlage durchgeführt werden. Die fein dosierbare Wärmeeinbringung beim WIG-Impulsschweißen ermöglicht eine gute Spaltüberbrückung, eine gute Wurzelschweißung und ein gutes Schweißen in Zwangslagen. Schweißnahtfehler am Nahtanfang und Nahtende, z.B. beim Rohrschweißen, werden vermieden. Quelle: Wikipedia [zurück] |